
Литье деталей и металлообработка на заказ
Звонок по России бесплатный
Пишите в любое время!

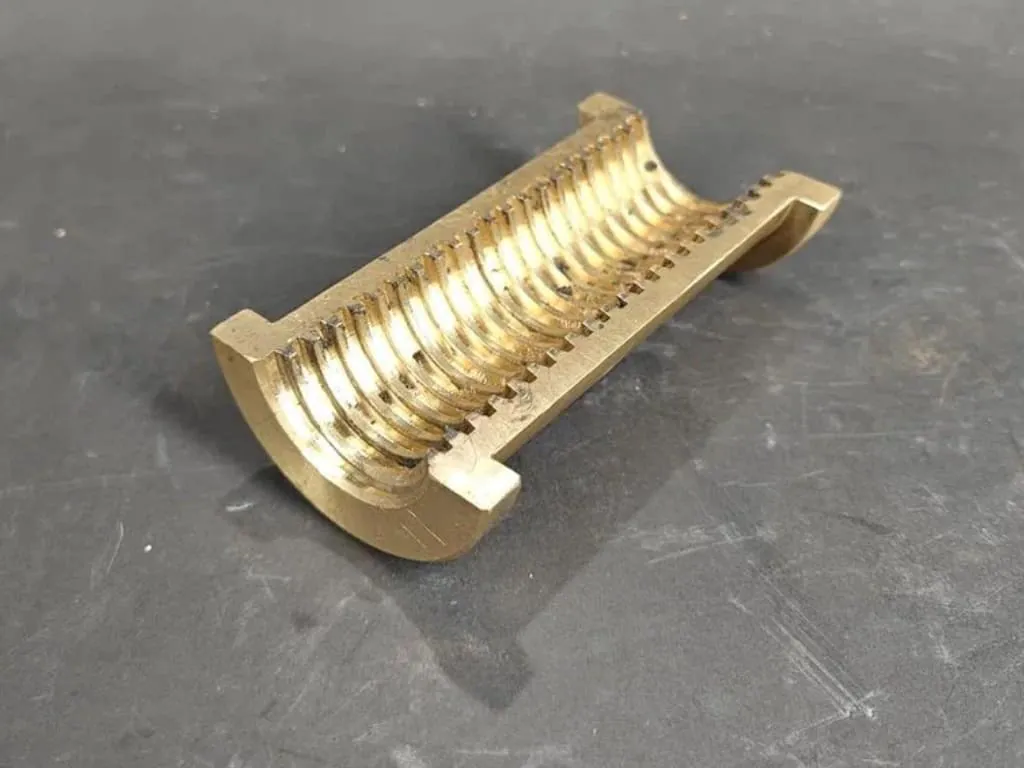
ООО «НПФ ТЕХНОЛОГИЯ» производит бронзовые гайки с трапецеидальной резьбой по чертежам заказчика.
Мы изготавливаем прецизионные гайки, предназначенные для работы в паре с ходовыми винтами и валами в механизмах преобразования вращательного движения в поступательное.
Детали обеспечивают высокую износостойкость, плавность хода и длительный ресурс узла.
Чтобы заказать изготовление гаек, присылайте заявки на нашу электронную почту.


Передача значительных осевых нагрузок.
Высокая точность перемещения.
Устойчивость к заеданию и износу.
Работа при умеренных скоростях и в условиях ограниченной смазки.
Трапецеидальная резьба по ГОСТ 9484–81 обеспечивает высокую прочность, низкий коэффициент трения и хорошую прирабатываемость в паре с закалённым стальным винтом.
БрА9Ж4 — алюминиевая бронза с высокой прочностью, твёрдостью. Наиболее распространённый материал для тяжелонагруженных пар.
БрОФ10-1 — оловянно-фосфористая бронза с отличными антифрикционными свойствами и коррозионной стойкостью.
БрО8Н4Ц2, БрОЦ4-3 — оловянные бронзы, применяемые в узлах с умеренными нагрузками и высокими требованиями к износостойкости.
Выбор материала зависит от условий эксплуатации: величины нагрузки, скорости вращения, температуры и типа смазки.
1. Получение заготовки:
Литьё в песчаные формы или в холоднотвердеющие смеси (ХТС) — для крупных и средних гаек.
Обработка из прутка (круга) — для деталей малых и средних размеров с высокой точностью.
2. Механическая обработка:
Выполняется на токарных станках и специализированном оборудовании:
Точение наружного диаметра, торцов и внутренних цилиндрических участков.
Нарезание трапецеидальной резьбы методом червячной фрезеровки или точением по копиру.
Обеспечение точного профиля резьбы, шага и среднего диаметра в соответствии с ГОСТ и чертежом.
Фрезерование шпоночных пазов, лысок, отверстий для фиксации (при необходимости).
3. Дополнительные операции:
Термическая обработка (закалка и старение для БрА9Ж4) — для повышения твёрдости и износостойкости.
Сверление каналов для подвода смазки.
Нанесение защитных покрытий (по требованию).
На всех этапах производства проводится контроль:
Геометрических размеров (наружный диаметр, длина, посадочные поверхности).
Параметров трапецеидальной резьбы — средний диаметр, шаг, угол профиля (с использованием резьбовых калибров, микрометров, КИМ).
Твёрдости материала (по Бринеллю).
Отсутствия дефектов литья (визуальный и капиллярный контроль при необходимости).
Соответствия чертежам и техническим условиям.
Каждая партия сопровождается паспортом качества с результатами испытаний.
Обращайтесь для согласования технического задания, подбора материала и расчёта стоимости изготовления.